


Роторы вращающихся машин, в том числе газотурбинных установок, чрезвычайно чувствительны к рассогласованию. Регулярное обслуживание и выполнение лазерной центровки при проведении пусконаладочных работ в долгосрочной перспективе существенно позволяет снижать затраты на регулярное техническое обслуживание.
Процесс лазерной центровки позволяет выравнивать вращающиеся элементы машины. При этом значительно снижаются вибрация и износ, и, как следствие, нагрузку на вал.
Процесс лазерной центровки не является сложным, трудоемким и дорогим.
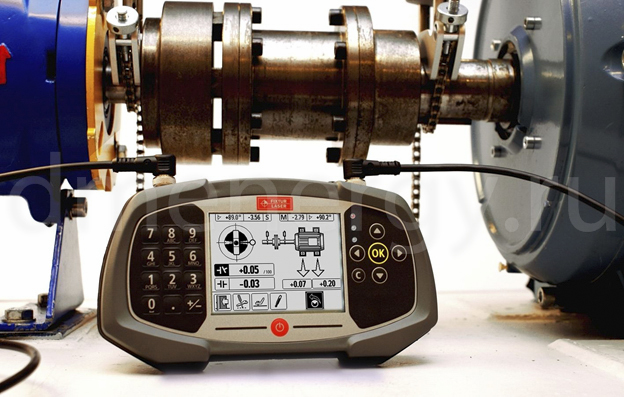
При помощи точного лазера образуется эталонная линия, приложенная к измеряемым объектам. Приемный элемент перемещается вдоль опорной линии и отображает отклонения от оси при помощи светодиодов разного цвета. Допуск по отклонению обычно составляет не более 0,08 мм. Чаще всего, отклонение в пределах этого допуска сигнализируется зеленым индикатором. Другие индикаторы (обычно оранжевый и красный) указывают на дополнительное отклонение свыше 0,3 мм от эталонной линии.
Так как измерения проводятся на постоянной основе, имеется возможность выравнивания мелких объектов непосредственно во время работы.
